| January 8, 2005 | HOME | ||||||||
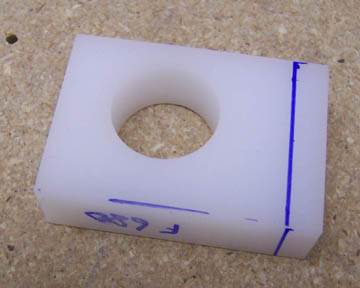
Continuing with the flap actuator system, I measured and marked the bearing blocks for drilling and cutting. The block pictured below is the center bearing block.
After the center bearing block was trimmed to the specified size, it was drilled and cut in half.
The actuator arm of the flap actuator motor assembly requires a safety wire. There is not provision for it in the assembly, so a slanted hole must be drilled to accept the safety wire before the flap actuator channel is installed. I slid a piece of wire through the hole after drilling to ensure that it would accept the safety wire. I hate taking things in and out, so wanted it right the first time.
|
After checking the fit, I discovered that the weldment ends (the flap actuator weldment) wouldn't fit smoothly into the bearings. The cause was overflow of the powder coating onto the surface reserved for bearing the load. Now, the bearing surfaces aren't really what you would call smooth to begin with, but the powder coating made them totally unworkable. I removed the powder coating on all the bearing surfaces and polished them to what I felt was an acceptable smoothness. I will use a small amount of white lithium grease to lubricate the surfaces before I install the finished assembly.
The end bearing blocks didn't need trimming. They were simply drilled and fitted in place with AN3 bolts.
Previous Day | HOME | Next Day |
||||||||