| December 6 & 7, 2007 | HOME | ||||||||
For me, building the engine was the darkest hole I had to peer into in the entire project.. . What I mean is, I had no idea how one went about building an engine other than the general concept that a bunch of parts had to be bolted together. That pretty well sums up my expertise in engine building. I could always identify parts like crankshafts, valves, camshafts and pistons, but I had no idea how they went together. My building experience at Eagle Engines started with Kirk walking me through what the process would involve. It was just the right amount of information to get the building process launched. Despite Kirks extensive knowledge and years of practical hands-on experience, he laid it out in simple terms that drew a picture I could see and understand. All the way through the project there was serious talk about how to do it right and what could go wrong -- all in practical simple terms. After 15 minutes, I had the silly notion that I could really do this!
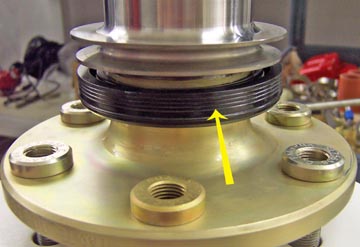
At this point, the forward main seal is already installed on the crank, a process that involves heating and stretching the seal farther than I could imagine it could ever be stretched. In the end, it comes back to size and fits snugly around the crank.
The actual assembly process started with lubing the crank with a thick (STP-like) mixture of lubricants to protect the rod and main bearings at initial startup when there would be no oil immediately available.
The rods (with wrist pin bushings already pressed in), rod caps, rod bolts and nuts are all laid out in advance. The caps are matched to the rods and the rods are matched to the journals on the crank.
I start by hand pressing the bearings into the rods and rod caps.
Kirk watches (closely) to make sure I understand that direction and alignment are important. I think everything is important, so I pay attention to what he says.
Like on most engines, the small notches in the rods and rod caps have a corresponding ear on the bearings. They need to fit snuggly in place and the bearing must be aligned with the face of the cap or rod.
The bearings are installed in the caps (and rods) and properly aligned (using your fingers) and the rod bolts are installed in the caps. These XP engines have the bolts in the caps for case clearance, so the nuts go on the top side.
|
The rod bearing faces get a coating of the same lube as the rod and main journals on the crankshaft to protect them at initial startup. While one could argue that you only need lubricate one surface, this is a really important step and the extra time to lube both faces seems well worth it.
The first rod is assembled to the crank and the nut is finger tight on the rod bolt.
Each rod is attached to the crank. It really doesn't matter whether you start at the front or back.
I was probably far more careful than necessary not to mar the machined bearing surface on the crank. That would be pretty difficult to do, but I couldn't help but feel I had to be cautious.
The rod cap nuts are tighten moderately on each side with care to note that the cap is seating evenly.
Finally, the rod bolts are torqued to 40 foot pounds and checked to see that they move freely and smoothly.
It's time lube surfaces on the cases and apply sealants where needed.
Rubber o-rings are installed on one crankcase half where the front case bolts will pull the case halves together at the front seal.
A glue/sealant is applied to the inside of the grove in each case half where the front main seal will be.
I think I got this right -- we used Pliobond to help seal the seal.
Previous Day | HOME | Next Day |
||||||||
| ... | |||||||||